Катетър за индукционно нагряване с накрайник с високочестотни отоплителни блокове IGBT
Цел Загрейте водно охладен стоманен дорник до 700 ° F (371 ° C), за да образувате висококачествен тефлонов връх на катетъра.
Материал Тефлонови тръби на катетъра, монтаж на дорник
Температура 600-700 ° F (315-371ºC)
Честота 376 kHz
Оборудване • Индукционна отоплителна система DW-UHF-6 kW, оборудвана с отдалечена работна глава, съдържаща един кондензатор 0.66μF.
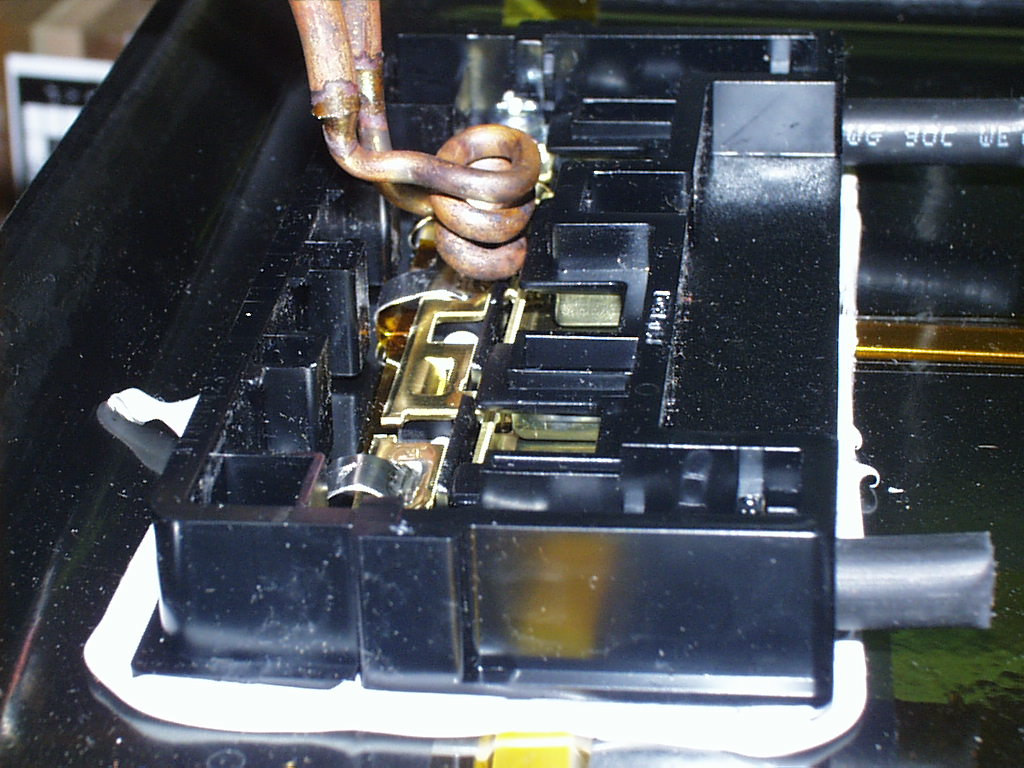
• Индукционна нагревателна намотка, проектирана и разработена специално за това приложение.
Процес Използва се двуоборотна намотка за нагряване на стоманения дорник до 660 ° F (371 ° C) за 2.7 секунди. За оформяне на върха на катетъра се прилага радиочестотна мощност, докато катетърът се държи над дорника. След това тръбата се притиска към дорника, за да образува еднакъв, равномерен връх.
Резултати / Ползи Индукционното нагряване осигурява:
• Точно, повтарящо се прилагане на топлина
• Безконтактно отопление
• По-бързо циклично време