
Медни проводници за индукционно запояване с високочестотни отоплителни блокове IGBT
Цел Появане на два медни проводника към предварително инсталирани кули на медна шина
Материал Поялник с мед / никел, 2 калайдисани медни жици, пайка за спояване
Температура 446 ºF (230 ºC)
Честота 230 kHz
Оборудване • Индукционна отоплителна система DW-UHF-6kW, оборудвана с отдалечена работна глава, съдържаща един кондензатор 1.2μF.
• Индукционна нагревателна намотка, проектирана и разработена специално за това приложение.
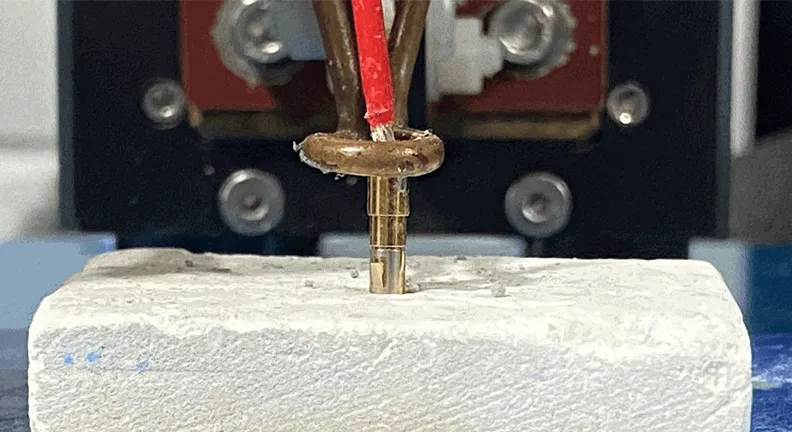
Процес Четири оборотна спирална спирала се използва за запояване на модула на шината. Двата медни проводника са приложени към кулите и мощността се подава за 2 секунди. Паякът за запояване се подава ръчно към нагретите части и спойката тече равномерно, създавайки съединението.
Резултати / Ползи Индукционното нагряване осигурява:
• Намалено време на запояване
• Равномерно разпределение на отоплението
• Съвместна консистенция



