Индукционен месингов съединител в слънчевия панел с IGBT индукционен нагревател
Цел Спойка три месингови съединителя един по един в разпределителна кутия на соларен панел, без да се засягат компонентите в разпределителната кутия
Материал Разклонителна кутия за слънчеви панели, медни съединители, тел за спойка
Температура 700 ºF (371 ºC)
Честота 344 kHz
Оборудване • Индукционна отоплителна система DW-UHF-6 kW, оборудвана с отдалечена работна глава, съдържаща един кондензатор 1.0 μF.
• Индукционна нагревателна намотка, проектирана и разработена специално за това приложение.
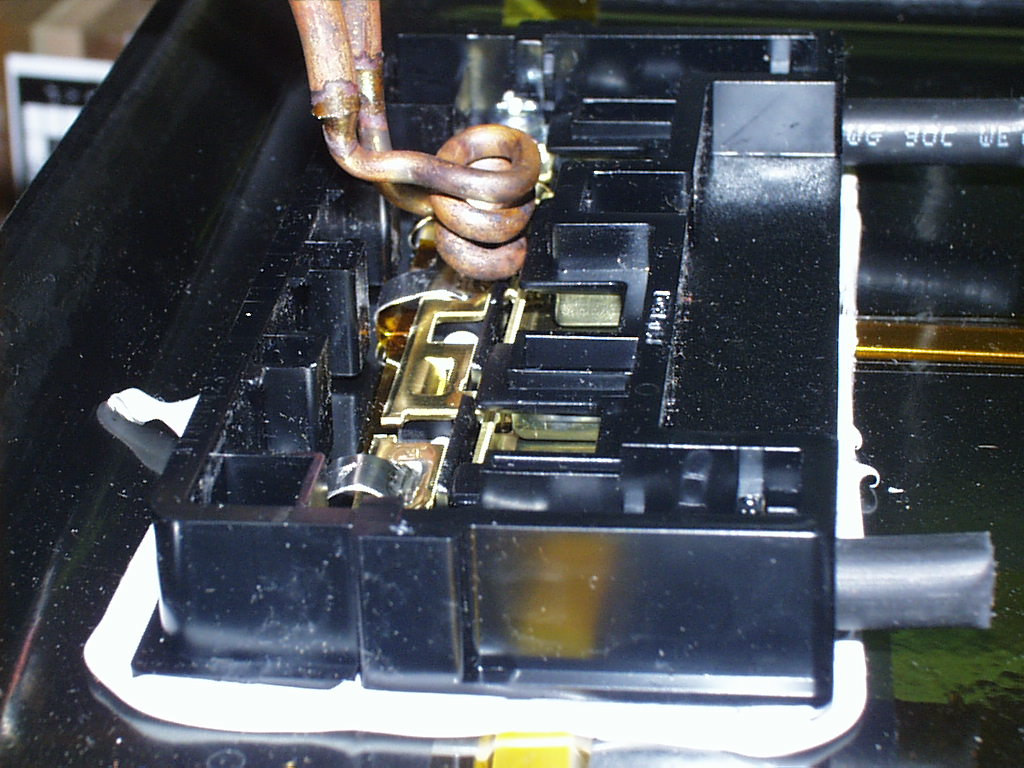
Процес За нагряване на съединителите се използва спирална спирала с три завъртания с овална форма. Парче тел за запояване се поставя върху зоната на съединението и всяко съединение се загрява отделно за 5 секунди, за да запои съединителя. Общото време на процеса е 15 секунди за трите стави.
Резултати / Ползи Индукционното нагряване осигурява:
• Точна точност доставя отопление само на фугата; не засяга околните компоненти
• Локалната топлина произвежда чисти и чисти фуги
• Получава висококачествени, повторяеми резултати
• Равномерно разпределение на отоплението