Капачки за предпазители за индукционно запояване с IGBT апарати за индукционно нагряване
Цел Появане на три капачки на предпазителите едновременно, за да претопите безоловна спойка и да направите съединение между капачката на предпазителя и водача на проводника
Материал Покрити медни крайни капачки 0.375 "(9.5 mm) OD x 0.375" (9.5 mm) височина, керамична тръба с предпазител 1.5 "(38.1 mm), без оловни заготовки за спойка
Температура 700 ºF (371 ºC)
Честота 286 kHz
Оборудване • Индукционна отоплителна система DW-UHF-20 kW, снабдена с отдалечена работна глава, съдържаща два кондензатора 1.0μF за общо 0.5μF
• Индукционна нагревателна намотка, проектирана и разработена специално за това приложение.
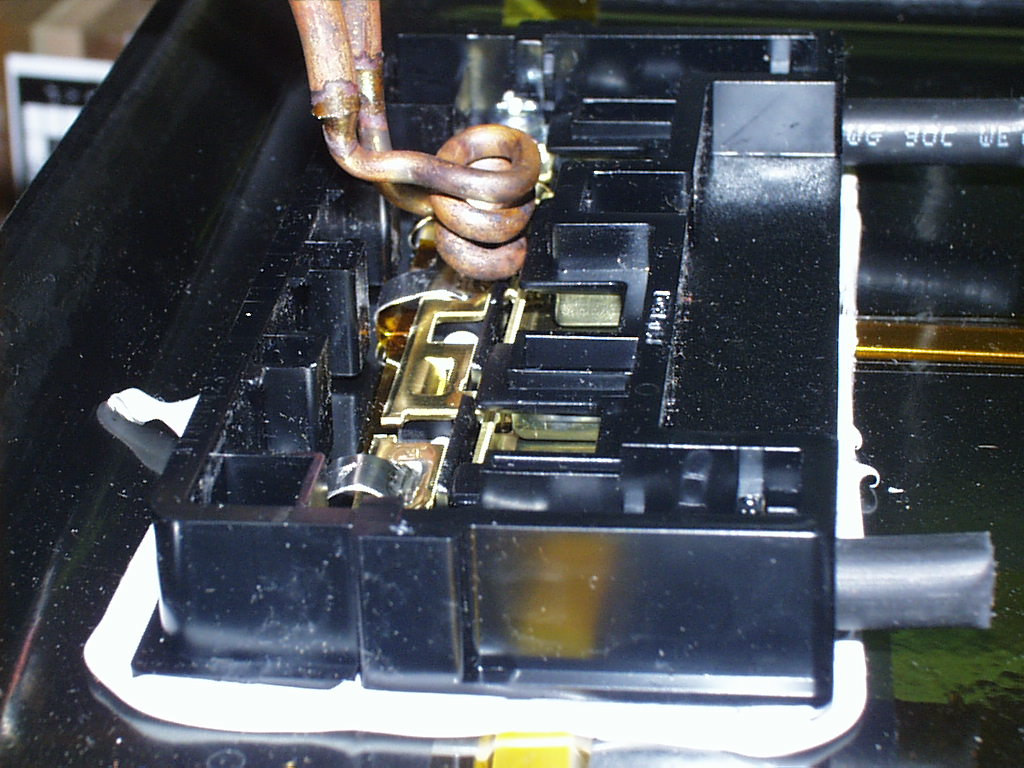
Процес Използва се двупозиционна спирална спирала с две обороти за запояване едновременно на три капачки на предпазителите. Сглобките с предпазители се поставят в намотката и топлината се подава на три цикъла по 3.5 секунди на цикъл, за да се претопи спойката. На производствената линия първо се запояват долните капачки. Предпазителите са пълни с пясък и без да се обръща монтажа горната капачка е запоена.
Резултати / Ползи Индукционното нагряване осигурява:
• Последователни, повторяеми резултати
• Прецизно и точно нанасяне на топлина
• Отопление със свободни ръце, което не изисква никакви умения на оператора за производство
• Равномерно разпределение на отоплението