спойка мед до неръждаема стомана
Описание
Цел
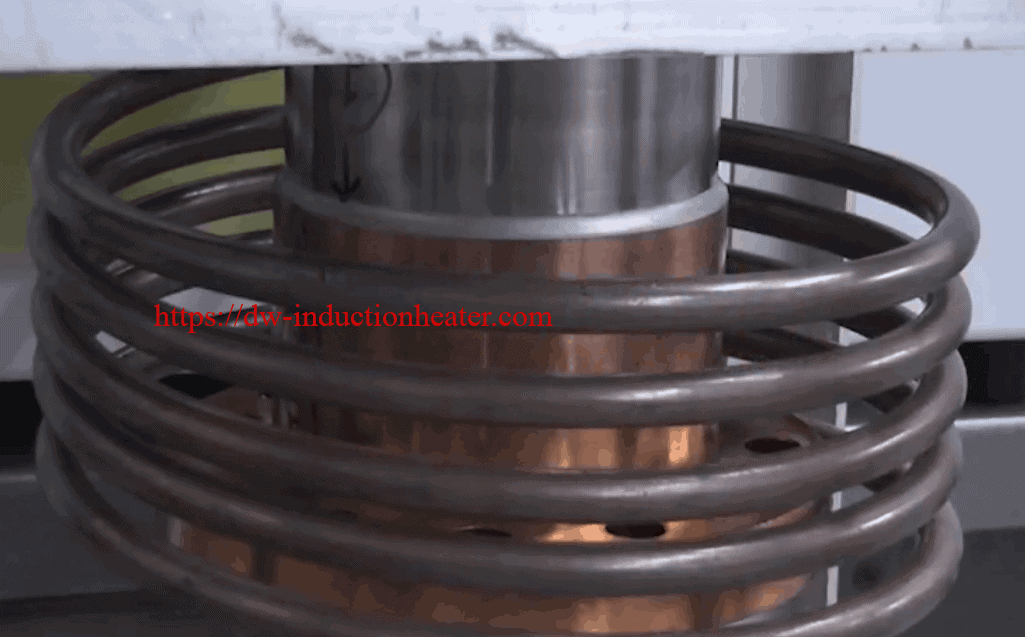
Медна тръба за индукционно спояване към тръба от неръждаема стомана. Криогенни помпи и корпуси.

Екипировка
DW-HF-петнадесеткиловата / 15kW / 25 KW индукционно отоплително оборудване

Test 1
материали
Криогенни помпи и корпуси - Медна капачка (2 ”(25.4mm) OD, 3” (76.2mm) дълга, 0.15 ”(3.81mm) дебела стена, седи на вал от неръждаема стомана 1.4” (3.81mm) дълбочина), вал от неръждаема стомана (1.7 ”(43.18mm) OD, 6” (152.4mm) дълъг и прикрепен към по-голяма маса, когато завършва, с дебелина 0.1 ”(2.54 mm).)
Мощност: 25 kW
Температура: 1145 ° F + (618 ° C)
Time: Под 40 секунди

Test 2
материали
Криогенни помпи и корпуси - меден ръкав (3.6 "(91.44mm) OD, 0.1" (2.54mm) дебела стена, която е 2.7 "(68.5mm) висока, 3.8" (96.52mm) OD устна на долната част, която е 0.6 "( 15.2mm) висок с дебелина от приблизително 0.85 ”(21.5mm), част с устна е 3.14” (79.7mm) висок, SS валът е с 2.66 ”(67.5mm) дълбочина), SS Shaft (3.4” (86.3mm)) OD, 3.2 "(81.2mm) ID, височина над 7.5" (190.5mm), с по-малка капачка и вал, прикрепен от единия край, и по-голяма 8 "(203.2mm) основа от другата)
Мощност: 16.06kW
Температура: 1145 ° F + (618 ° C)
Time: 1 минута 30 секунди до 3 минути
Test 3
материали
Криогенни помпи и корпуси - медна втулка (3.5 ”(88.9 мм) OD, 0.1” (2.54 мм) дебела стена с 2.1 ”(53.3 мм) височина, 5.3” (134.6 мм) OD устна на дъното, която е 0.74 ”( 18.7 мм) висок с дебелина приблизително 1 ”(25.4 мм), част с устна е 2.8” (71.1 мм) висок, вал от неръждаема стомана седи 2.66 ”(67.5 мм) дълбочина), вал от неръждаема стомана (3.35” (85.0 mm) OD, 3.2 "(81.2mm) ID, височина над 7.5" (190.5mm), с по-малка капачка и вал, прикрепен в единия край, и по-голяма 5.5 "(139.7mm) основа от другата)
Мощност: 9.09kW
Температура: 1145 ° F + (618 ° C)
Time: приблизително 20 до 30 секунди

Test 4
материали
Криогенни помпи и корпуси - медна капачка (2.7 "(68.5 mm) OD, 2.85" (72.3 mm) висока, 0.6 "(15.2 mm) стена, седи на шахта от неръждаема стомана дълбочина 1.4" (35.5 mm)), шахта от неръждаема стомана ( 1.54 "(39.1 mm) OD, 0.9" (22.8 mm) дебела стена, 6.5 ″ (165.1 mm) висока и прикрепена към по-голяма маса, когато завършва) допълнителна капачка от неръждаема стомана от другата страна на медта, 2.44 "(61.9 mm ) OD, 0.8 "(20.3 мм) висок или повече, 0.88" (22.35 мм) стъбло отгоре, което е 1.4 "(35.5 мм) високо с 0.66" (16.7 мм) ID
Мощност: 14kW
Температура: 1145 ° F + (618 ° C)
Time: 1 минута 50 секунди

Резултати и заключения:
Test 1: Тестът стартира с много по-ниска мощност и се увеличава до 25 kW след 15 секунди. Индукционното спояване беше успешно.
Препоръчва се да се използва по-строга намотка, която увива около половината от медната капачка. Това би концентрирало топлината само на мястото, където е сплавта и би трябвало да намали времето за топлина.
Test 2: Тестът беше направен с извънгабаритна намотка поради проблеми с хлабината, създадени от устната част. Приблизителното време за пълен цикъл е от 20 до 30 секунди. По-ниската честота изглеждаше полезна за приложението, като караше полето да прониква по-дълбоко покрай медта и в самата стомана, което води до по-бързо време на нагряване.
Test 3: Тестът беше направен с 14 kW, за да се симулира времевия цикъл, необходим за нашите DW-HF-15KW индукционна система за отопление, Тази част ще изисква най-дълго време за топлина поради масата на медта. Времето за отопление може да бъде намалено чрез използване на по-голямо захранване.
Времето за топлина за всички тестове може да се подобри чрез оптимизиране на индукционни нагревателни намотки за конкретните части и чрез понижаване на честотата. Настоятелно се препоръчва терморегулатор и пирометър, за да се гарантира, че не се нанася повреда на частите, ако става с по-голяма индукционна система. Ако използвате индукционна отоплителна система с мощност 15kW, все още се препоръчва терморегулаторът и пирометърът, но рискът от повреда на частите е намален.




