


Индукционна закаляваща стомана
Описание
Индукционна закаляваща стомана
Обективен : Индукционно втвърдяване периметъра на ¼ ”дебели стоманени сглобяеми възли
Материал: ¼ ”дебели стоманени сгъваеми възли с различна геометрия
Температура: 1650 ºF (900 ° C)
Честота: 177 kHz
Екипировка

DW-UHF-10kW индукционна система за отопление, оборудван с дистанционна топлинна станция, съдържаща един 1.0µF кондензатор и индукционна нагревателна намотка, проектирана и разработена специално за това приложение
Процес
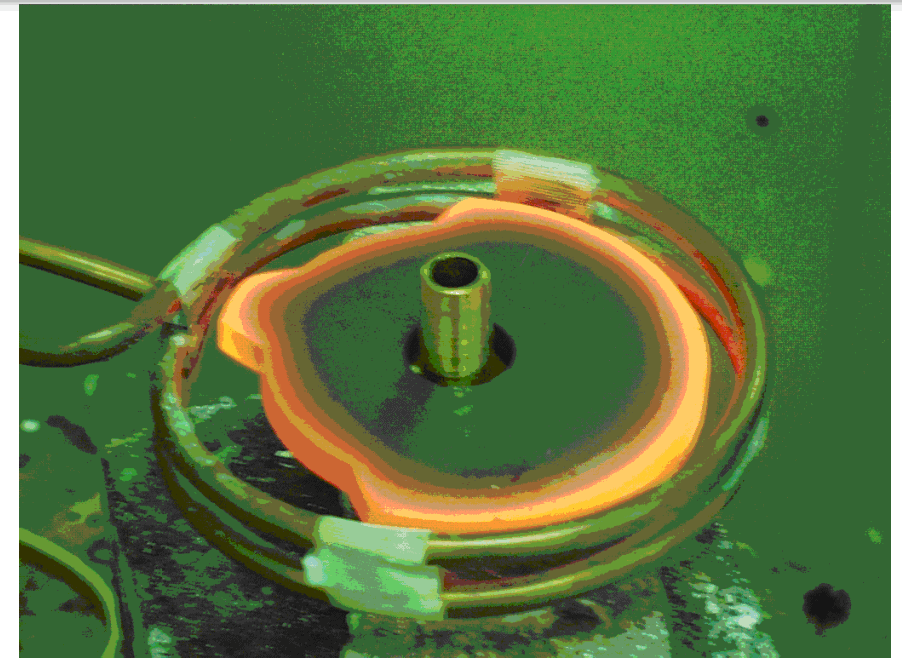
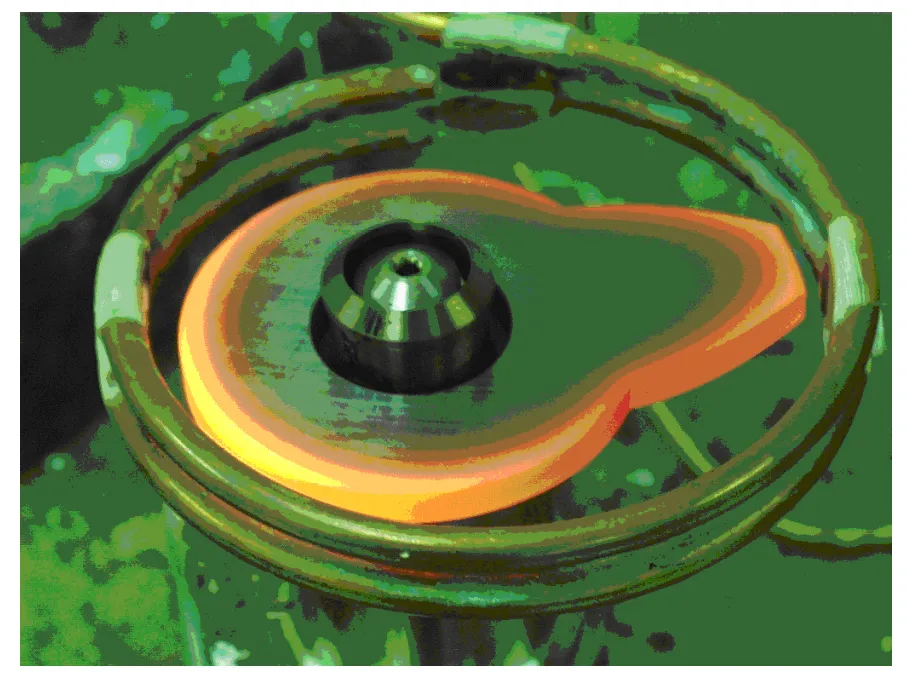
За загряване на гърбиците се използва двуоборотна спирална намотка. Времето за нагряване варира от 120-150 секунди. След нагряване частите се охлаждат във вода.
 Резултатите / Ползи
Резултатите / Ползи
Индукционно втвърдяване външните повърхности на гърбицата с индукция водят до:
• равномерно нагряване за еднакви резултати
• една бобина може да се използва за много геометрии
• последователни резултати от парче на парче
Има хиляди изключително успешни машини за индукционно втвърдяване които произвеждат милиони части, доставени за различни индустриални сегменти. Сред компонентите, които рутинно се подлагат на индукционно втвърдяване (IH), са такива части като разпределителни валове, колянови валове, зъбни колела, зъбни колела, трансмисионни валове, сферични болтове, щифтове, зъбни зъбни колела, шпиндели на колела, лагерни рами, крепежни елементи, работни инструменти, гумени обувки за земя - движещи се машини - по същество списъкът е безкраен. Като пример, Фигура показва малък набор от геометрии, които са рутинно индукционно закалени.




