Отлепване на титанови крепежни елементи с индукция
Описание
Отлепване на титанови крепежни елементи с индукционен нагревател
Цел Нагряване на титанов фиксатор до 1100-1450ºF (593-788ºC) за процес на отгряване
Материал 0.06 "(1.5 мм) висока зона на титанов крепеж с размери 0.163-0.375" (4.14-9.52 мм) в диаметър и 0.5-3.0 "(12.7- 76.2 мм) дължина
Температура 1100-1450ºF (593-788ºC)
Честота 150 kHz
Оборудване • Индукционна отоплителна система DW-UHF-20kW, оборудвана с отдалечена работна глава, съдържаща един 0.66μF кондензатор.
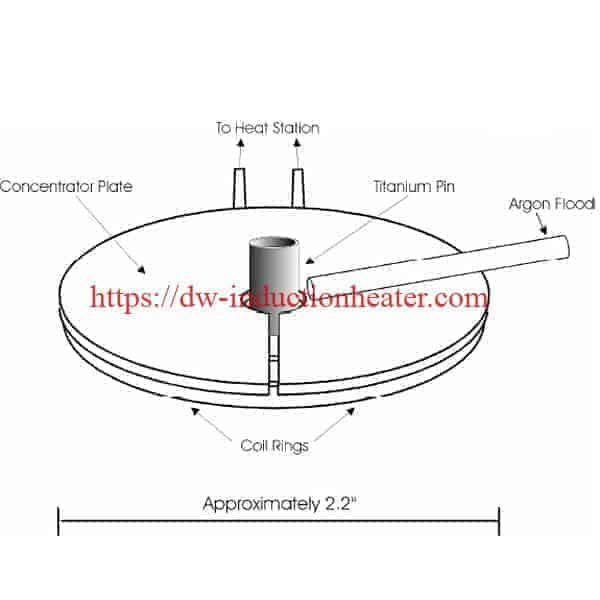
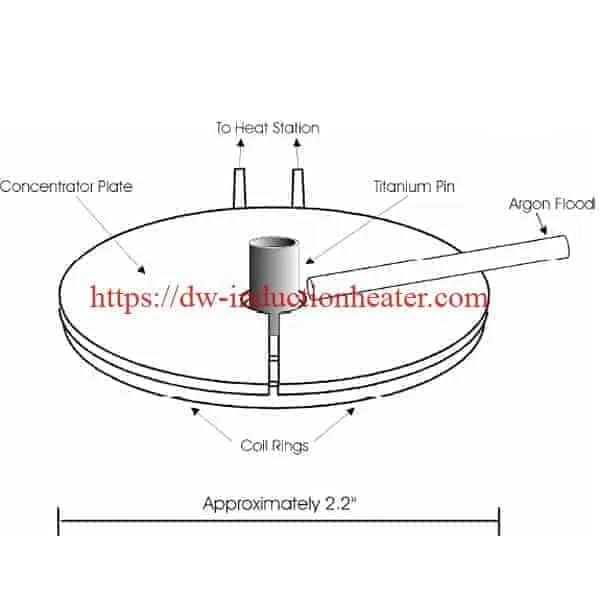
• Индукционна нагревателна намотка, проектирана и разработена специално за това приложение.
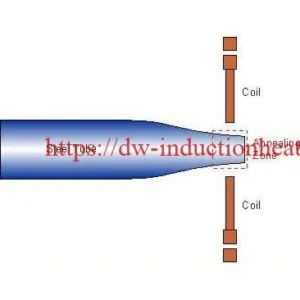
Процес Използва се триоборотна намотка с концентратор за нагряване на закопчалката за 0.2 секунди. Това е автоматизиран процес, който включва роботизирано поставяне на части в бобината от купа, подадена в купа, докато аргоновият газ се залива през частта, за да се предотврати окисляването. Частите се обработват със скорост 1000 части в минута.
Резултати / Ползи Индукционното нагряване осигурява:
• Може лесно да се вгражда с робота за вземане и поставяне.
• Безпламъчен процес.
• Отоплението е ограничено до конкретната област.