
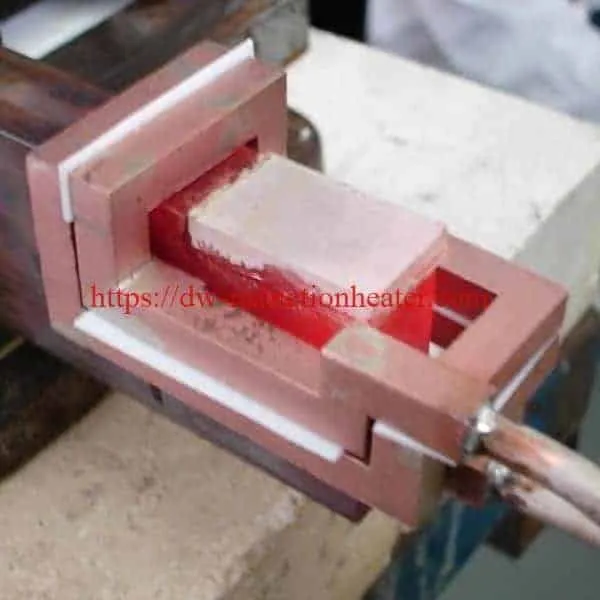

Електромагнитно индукционно спояване
Описание
Електромагнитно индукционно спояване
| Модел | DW-UHF-60KW | |
| Напрежение на входа | 3 фаза, 380V, 50-60Hz | |
| Изходна мощност | 60KW | |
| Честота на осцилация | 30-150KHz | |
| Максимален входен ток | 90A | |
| Работен цикъл | 100% | |
| Ток на нагряване | 15-145A | |
| Тегло | 120KG | |
| Размер | основен | 680X370X640mm |
| Heaer | 530X330X480mm | |
Основни характеристики
1.С висока честота до 150KHZ, и много тънки и малки части могат лесно да се загряват.
Използвани са 2.IGBT и текущите инвертиращи технологии; по-висока надеждност и по-ниски разходи за поддръжка.
3.100% работен цикъл, непрекъсната работа е разрешена при максимална мощност.
4.Постоянният ток или постоянното състояние на мощност могат да бъдат избрани съответно, за да се постигне по-висока ефективност на отоплението;
5.Показване на топлинната мощност и нагряващия ток и осцилиращата честота.
6.Просто за инсталиране, инсталация може да се направи от непрофесионално лице много лесно;
7.Light тегло, малък размер;
8.различна форма и размер на индукционната бобина могат лесно да се променят за загряване на различни части.
9.Преимущества на модела с таймер: мощността и времето на работа на отоплителния период и периода на задържане могат да бъдат предварително зададени съответно, за да се реализира проста нагревателна крива, този модел се използва за серийно производство за подобряване на повторяемостта.
Приложения:
Особено предназначен за малка спойка, закаляване, отопление.
* Устойчивост на колан на трион, нож.
* Хард лечение за двете страни колан на нож.
* Клапата за охлаждане.
* Нагревателен електрод.
* Спояване на върха на триона.
* Охлаждане на предавката.
* Нагряване на малкия винт.
* Свредла коване или втвърдяване.
* Заваряване на малките перли.
* Спояване на части от бижута.
* Спойка за части от хардуер.
* Спойка за частите на оптичната рамка за спектакъла.
* Заваряване за DLC конектор за данни.
* Антени за свързване на калай-олово.
* Коаксиален кабел за запояване.
* Отгряване на малките части.
* Спояване на инструментите.
* Охлаждане на малкия вал.
* Оформяне на малкия вал.



