Запояване на медни тръби с индукция
Описание
Цел
Демонстрирайки медна тръба с индукционно спояване и време за запояване, използвайки системата DW-UHF-10 kW и наличната лабораторна намотка

Екипировка
DW-UHF-10KW машина за индукционно спояване
материали
• Медни тръби - смукателна тръба
• Пастетна смес
Ключови параметри
Мощност: 10 kW
Температура: приблизително 1500 ° F (815 ° C)
Време: 5 - 5.2 сек

Процес:
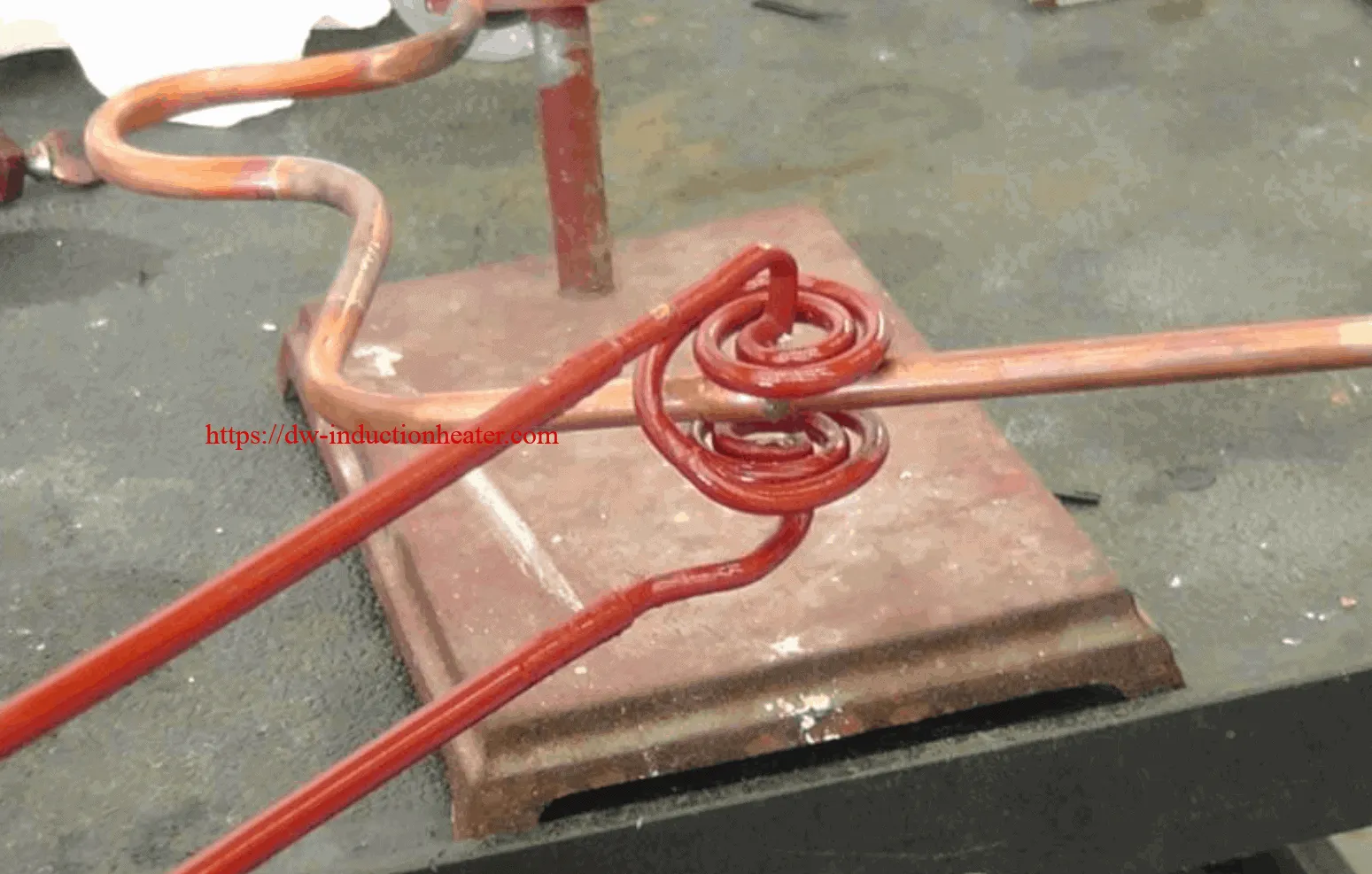
Тъй като за теста беше осигурен само един монтаж, ние настроихме тестово натоварване, използвайки медна тръба с тежка стена 5/16 ”, такава като едната тръба прие другата в оформен отворен фланец. Времето за загряване се изчислява въз основа на използването на темпилаке боя за посочване на температурата. Изпитвателното устройство (последвано от предоставените компоненти) се сглобява с покритие от 505 сплав от парна сплав и се поставя в тестовата намотка в лабораторията за приложените снимки ,

Резултати / предимства:
- Както беше показано, моделът DW-UHF система за индуктивно спояване е в състояние да нагрее както най-голямата, така и най-малката секция тръба към тръба, за да завърши спойка. Времето на загряване, използвайки налична тестова намотка, е в рамките на очакванията за производственото нагряване, изисквани от Electrolux.
- HLQ ще изисква пълен монтаж за преглед, за да разработи окончателния дизайн на бобината, който може да побере всички 12 фуги, посочени на вашата снимка на оформлението. Необходимо е да се знаят и видят хлабините между тръбните връзки, които трябва да се спояват, и стоманената компресорна секция, за да се гарантира, че стоманеният корпус не е засегнат от полученото РЧ поле, създадено в намотката на товара. Този окончателен дизайн може да изисква добавяне на феритни материали в намотката, които ще служат за фокусиране на радиочестотното поле към медните проводници, а не към стоманения корпус.
- Първоначалните тестове бяха завършени на DW-UHF-10kW, използвайки налична лабораторна намотка. Производствената намотка ще се съдържа в непроводящ корпус, който ще позволи на оператора да я използва, за да разположи намотката срещу медните проводници за точно и положително място на нагряване за процеса на спояване. Дизайнът на производствената намотка ще включва по-къси проводници от тестовата намотка и ще бъде конфигуриран така, че циклите на нагряване да бъдат подобрени (по-кратки времена на нагряване).