Индукционен свиващ фитинг
Описание
Индукционен свиващ фитинг
Индукционен свиващ фитинг се отнася до използването на индукционна нагревателна технология за предварително загряване на метални компоненти между 150 ° C (302 ° F) и 300 ° C (572 ° F), като по този начин ги разширява и позволява въвеждането или отстраняването на друг компонент. Обикновено долният температурен диапазон се използва за метали като алуминий и по-високи температури се използват за метали като ниско / средно въглеродни стомани. Процесът избягва промяната на механичните свойства, като същевременно позволява на компонентите да се обработват. Металите обикновено се разширяват в отговор на нагряването и договорът за охлаждане; този размерен отговор на температурната промяна се изразява като коефициент на топлинно разширение.
Процес
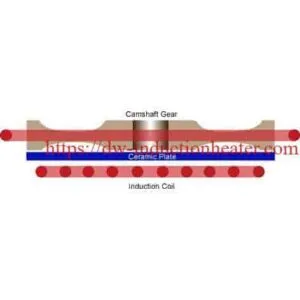
Индукционно нагряване е безконтактен процес на нагряване, който използва принципа на. \ t електрическа магнитна индукция за производство на топлина в заготовка. В този случай термичното разширение се използва в механично приложение за поставяне на части една върху друга, напр. Втулка може да се монтира върху вал, като вътрешният й диаметър се направи малко по-малък от диаметъра на шахтата, след което се нагрява, докато се постави върху шахтата , и го оставя да се охлади, след като е бил натиснат над шахтата, като по този начин се постига „свиващо се напасване“. Чрез поставяне на проводящ материал в силно променливо магнитно поле може да се направи електрически ток да тече в метала, като по този начин се създава топлина поради I2R загуби в материала. Генерираният ток преобладава в повърхностния слой. Дълбочината на този слой се определя от честотата на променливото поле и пропускливостта на материала. Индукционните нагреватели за свиване фитинги се разделят на две големи категории:
· Устройствата с честотна мрежа използват магнитни ядра (желязо)
· Твърдо състояние (електроника) MF и RF индукционни нагреватели