Индукционно топлинно залагане за пружинна тел и найлонов прах
Топлинното залагане включва използване индукционно нагряване в процеси, при които пластмасите променят състоянието си от твърдо в течно. Една често срещана употреба за това приложение е натискането на метална част в пластмасова част. Металът се нагрява с помощта на индукция до температура, по-висока от тази на пластмасовото оплавяване. В някои случаи металът може да бъде притиснат в пластмасата преди нагряване; или металът може да се нагрее, преди да бъде притиснат в пластмасата, което води до обратен поток на пластмасата при натискане на частта (известно също като пластмасово повторно оформяне). Индукционното нагряване може да се използва и в машини за леене под налягане на пластмаса. Индукционното нагряване подобрява енергийната ефективност за процесите на инжектиране и екструдиране. Топлината се генерира директно в цевта на машината, което намалява времето за загряване и консумацията на енергия.
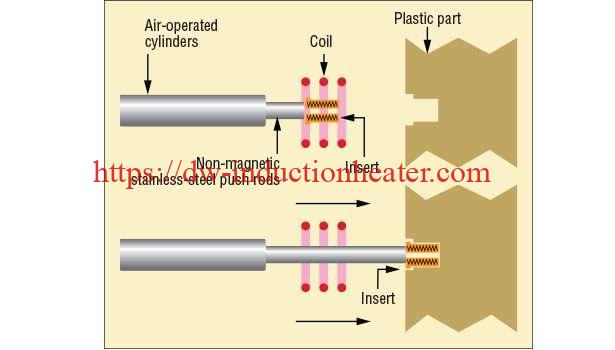 Вмъкването метал към пластмаса включва нагряване на метална вложка с резба до температура над пластмасовата точка на преливане и притискането й в пластмасовата част. Процесът изисква бързо, прецизно, повтарящо се нагряване. Омекотяването на вътрешните резби е резултат от продължителни процеси на нагряване.
Вмъкването метал към пластмаса включва нагряване на метална вложка с резба до температура над пластмасовата точка на преливане и притискането й в пластмасовата част. Процесът изисква бързо, прецизно, повтарящо се нагряване. Омекотяването на вътрешните резби е резултат от продължителни процеси на нагряване.
Индукционно нагряване осигурява прецизен контрол на топлината, за да осигури постоянен резултат с висококачествени резултати. Оборудването може да бъде програмирано за определено ниво на мощност и време за нагряване, премахвайки променливостта на оператора и подобрявайки повторяемостта на процеса.
 Обективен: За загряване на краищата на 0.072″ пружинна тел, разположени на 1/2″ един от друг, равномерно за нанасяне на найлонов прах върху 1″ дължина на края. След като се загрее до 7000F, найлоновият прах се слива с жицата, създавайки защитно покритие. Кабелите имат минала история на пробиване през поддържащата дреха и надраскване на потребителя. Чрез добавяне на защитно найлоново покритие в краищата на телената форма, тази неудобна ситуация се избягва.
Обективен: За загряване на краищата на 0.072″ пружинна тел, разположени на 1/2″ един от друг, равномерно за нанасяне на найлонов прах върху 1″ дължина на края. След като се загрее до 7000F, найлоновият прах се слива с жицата, създавайки защитно покритие. Кабелите имат минала история на пробиване през поддържащата дреха и надраскване на потребителя. Чрез добавяне на защитно найлоново покритие в краищата на телената форма, тази неудобна ситуация се избягва.
Материал: Пружинна тел и найлонов прах
Температура: 370 ℃
Приложение: - DW-UHF-6KW-III изходно твърдо състояние индукционно захранване за отопление заедно с уникална пет (5) оборота удължена спирална намотка беше използвана за постигане на следните резултати:
- 370 ℃ беше постигнато с дванадесет (12) секунди машинен цикъл.
- Получава се равномерно покритие в резултат на равномерно нагряване благодарение на уникалната пет (5) оборотна удължена спирална намотка.
- Дванадесет (12) тел проби се нагряват едновременно в уникалната работна намотка.
Оборудване: DW-UHF-6KW-III изходно твърдотелно индукционно захранване, включващо една (1) отдалечена топлинна станция, съдържаща два (2) кондензатора с обща стойност 0.66 µF и уникална пет (5) удължена спирална намотка с размери 2 1/2″ широк, 8 1/ Дълъг 2 инча и висок 2 3/4 инча с долните два завоя, наклонени надолу в краищата.
Честота: 258 кХц
индукционно топлинно залагане за пружинна тел и найлонов прах